|
|
|
|
|
|
|
|
|
|
|
Enter Data for Calculations Below
|
|
| |
|
|
|
|
|
End Mill Diameter*
|
Number of Cutting Edges*
|
Radial Width of Cut*
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
To complete calculations, enter known data into
the empty boxes on the left hand side below.
All mandatory fields for calculations are indicated by (*). All calculations are based on industry
formulas and are intended to provide theoretical values. Actual results could vary and SGS Tool
Company assumes no responsibility. |
|
|
|
|
|
|
|
|
Surface Feet per Minute
|
Solution
|
|
|
Revolutions per
Minute*
|
Constant
|
End Mill Diameter
|
Surface
Feet per Minute
|
|
|
|
|
|
|
|
|
SFM
|
|
|
|
|
|
|
|
|
|
|
|
Revolutions per Minute
|
Solution
|
|
|
Surface Feet per
Minute
|
Constant
|
End Mill
Diameter
|
Revolutions per Minute
|
|
|
|
|
|
|
|
|
RPM
|
|
|
|
|
|
|
|
|
|
|
|
Inches per Minute
|
Solution
|
|
|
Inches per Tooth (Chipload)
|
Revolutions per Minute
|
Cutting Edges
|
Inches per
Minute
|
|
|
|
|
|
|
|
|
IPM
|
|
|
|
|
|
|
|
|
|
|
|
Inches per Tooth (Chipload)
|
Solution
|
|
|
Inches per Minute*
|
Revolutions per Minute
|
Cutting Edges
|
Inches per
Tooth (Chipload)
|
|
|
|
|
|
|
|
|
IPT
|
|
|
|
|
|
|
|
|
|
|
|
Inches per Revolution
|
Solution
|
|
|
Inches per Minute
|
Revolutions per Minute
|
|
Inches per
Revolution
|
|
|
|
|
|
|
|
|
IPR
|
|
|
|
|
|
|
|
|
Inches per Tooth (Chipload) to Obtain Theoretical Surface
Finish
|
Solution
|
|
|
Desired Surface
Finish Ra (microinch)
|
End Mill Diameter
|
|
Inches per
Tooth (Chipload)
|
|
|
|
|
|
|
|
|
|
IPT
|
|
The actual finish is usually rougher than
theoretical calculation.
Other factors
not calculated help to ultimatley determine finish.
|
Approximated Parameter
|
|
|
|
|
|
|
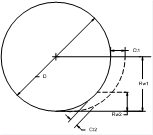
Radial Chip Thinning Feed Calculator
|
Solution
|
|
|
Whenever the radial width is less than half the tool diameter
(as in Rw2) the chip thickness is less than the feed per tooth and additional
feed is possible using the chip thinning calculation.
|
|
Inches per
Tooth with Thinning
|
|
|
|
|
|
|
IPT
|
|
|
|
|
This new Inches per Tooth has been optimized for the Depth of
Cut
|
|
|
|
|
|
|
|
|
Optimized
Inches per Minute
|
|
|
|
|
|
|
IPM
|
|
|
|
|
This is the new Feddrate using
the optimized Inches per Tooth above
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
Programmed Feedrate for Interpolating a Bore
|
Solution
|
|
|
|
|
When moving in a circular motion, the actual feed rate at the
outside diameter differes from the programmed feed rate. Use the feed rate below when boring out a
large bore, the centerline feed rate is calculated and inserted into program
to compensate for the motion.
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
Diameter of Bore
|
IPM at Diameter
|
End Mill Diameter
|
Inches per
Minute at Centerline
|
|
|
|
|
|
|
|
|
IPM
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Programmed Feedrate for Interpolating a Boss
|
Solution
|
|
|
|
When moving in a circular motion, the actual feed rate at the
outside diameter differes from the programmed feed rate. Use the feed rate below when boring out a
large bore, the centerline feed rate is calculated and inserted into program
to compensate for the motion.
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
Diameter of Boss
|
IPM at Diameter
|
End Mill Diameter
|
Inches per
Minute at Centerline
|
|
|
|
|
|
|
|
|
IPM
|
|
|
|
|
|
|
|
|
|
|
|
|
