|
|
|
|
|
|
|
|
|
|
|
|
|
Enter Data for Calculations Below
|
|
| |
|
|
|
|
|
End Mill Diameter*
|
|
Number of
Cutting Edges*
|
Axial Depth of Cut*
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
To complete calculations, enter known data into
the empty boxes on the left hand side below.
All mandatory fields for calculations are indicated by (*). All calculations are based on industry
formulas and are intended to provide theoretical values. Actual results could vary and SGS Tool
Company assumes no responsibility. |
|
|
|
|
Surface Feet per Minute
|
Solution
|
|
|
Revolutions per
Minute*
|
Constant
|
End Mill Diameter
|
Surface Feet
per Minute
|
|
|
|
|
|
|
|
|
SFM
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Revolutions per Minute
|
Solution
|
|
|
Surface Feet per
Minute
|
Constant
|
End Mill Diameter
|
Revolutions
per Minute
|
|
|
|
|
|
|
|
|
RPM
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Inches per Minute
|
Solution
|
|
|
Inches per Tooth
(Chipload)
|
Revolutions per Minute
|
Cutting
Edges
|
Inches per Minute
|
|
|
|
|
|
|
|
|
IPM
|
|
|
|
|
|
|
|
|
|
|
|
Inches per Tooth (Chipload)
|
Solution
|
|
|
Inches per Minute*
|
Revolutions per Minute
|
Cutting
Edges
|
Inches per Tooth (Chipload)
|
|
|
|
|
|
|
|
|
IPT
|
|
|
|
|
|
|
|
|
|
|
|
Inches per Revolution
|
Solution
|
|
|
Inches per Tooth
(Chipload)
|
|
Cutting
Edges
|
Inches per Revolution
|
|
|
|
|
|
|
|
IPR
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Actual Working Diameter Parameter Adjustment
|
Solution
|
|
| |
|
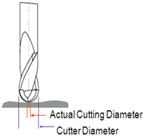
When machining at axial depths less that 1/2 the radius of the
cutting tool, the actual diameter engaged in the cut changes and your
parameters must be adjusted. The
Effective Cutting Diameter engaged must be used for the calculations.
|
Effective
Cutting Diameter
|
|
|
|
|
|
Deff
|
|
| |
|
|
|
|
|
| |
|
|
|
|
|
| |
|
Revolutions
per Minute for Deff
|
|
| |
|
|
|
RPM
|
|
| |
|
This new Spindle Speed has been
optimized for the Effective Cutting Diameter |
|
| |
|
|
|
|
|
Fractional Axial Chip Thinning Feed Calculator
|
Solution
|
|
| |
|
Whenever the axial depth is less than half the tool diameter (as
in Ad2) the chip thickness is less than the feed per tooth and additional
feed is possible using the chip thinning calculation. The Effective Diameter (Deff) must be used
to properly calculate.
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Inches per
Minute w/ Thinning
|
|
|
|
|
|
IPM
|
|
|
|
This new Feedrate has been
optimized for the Depth of Cut
|
|
|
|
|
|
|
Surface Finish Calculator
|
Solution
|
|
| |
|
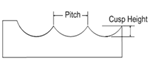
Cusp Height gives an idea of Surface Finish and is most accurate
when applied to a flat surface.By reducing the Pitch of Step Over distance,
Cusp Height is reduced and a finer finish is produced.If a desired Cusp
Height is known, the appropriate Pitch can be calculated.
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
Enter the Pitch
(Step Over) to Calculate Cusp Height*
|
Cusp Height
|
|
|
|
|
|
|
|
Inches
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Enter Cusp Height
to Calculate Pitch (Step Over)*
|
Pitch (Step
Over)
|
|
|
|
|
|
|
|
Inches
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
